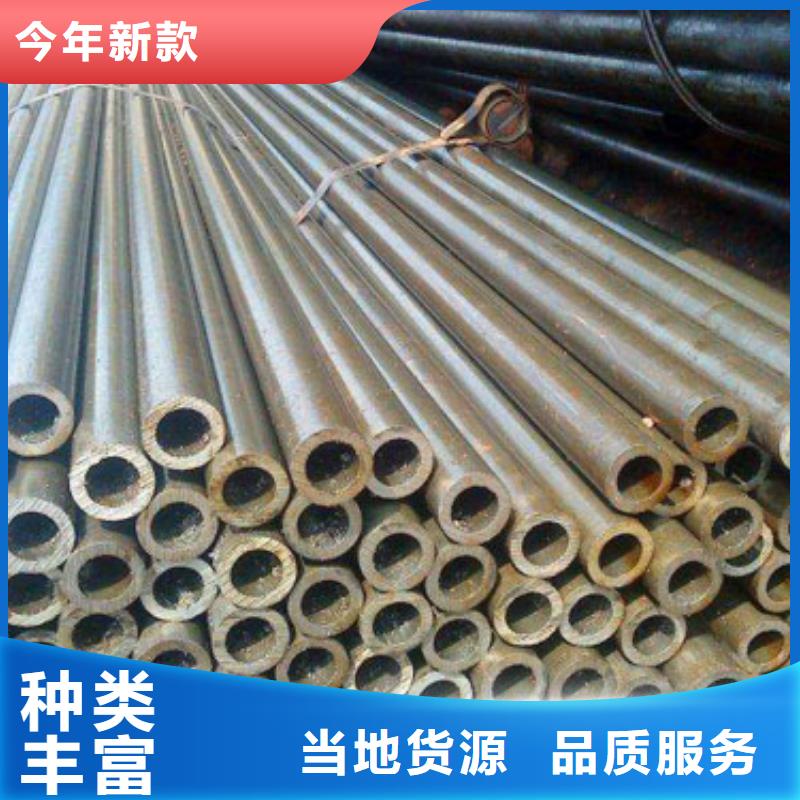
以下是:注重16Mn精密钢管质量的生产厂家的产品参数
| 是否厂家 | 是 |
|---|
| 产品品牌 | 大金钢管 |
|---|
| 发货城市 | 山东聊城 |
|---|
| 产品产地 | 山东聊城 |
|---|
| 可售卖地 | 全国 |
|---|
| 适用领域 | 金属制品,机械制造 |
|---|
导读 在湖南省株洲市采买注重16Mn精密钢管质量的生产厂家到湖南省株洲市大金钢管制造有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:王经理-15806808820,QQ:1365789918,地址:《聊城经济开发区工业园发货到株洲》。 湖南省,株洲市 株洲市是新中国成立后首批重点建设的八个工业城市之一,是中国老工业基地。京广铁路和沪昆铁路在此交汇,成为中国重要的“十字型”铁路枢纽。株洲是长株潭两型社会建设综合配套改革试验区的组成部分,株洲还是国家绿化城市、国家卫生城市、全国文明城市和国家园林城市。2020年9月2日,被交通运输部评为国家公交都市建设示范城市。2021年1月29日,入选湖南省人民政府公布的2020年度真抓实干成效明显的地区名单。2022年2月24日,国家发改委发布《国家发展改革委关于同意长株潭都市圈发展规划的复函发改规划的复函》,正式批复《长株潭都市圈发展规划》。2023年,被评为三线城市。

精密管的原料是精密管坯,精密管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200℃。燃料为氢气或乙炔。炉内温度控制是关键性的问题.精密管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,精密管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。 精密管分热轧和冷轧(拨)精密管两类。
精密管在焊接生产全过程中,简易展现漏焊和错口等很多情况。可是这种情况中较难掌握的就
是精密无缝管对接焊缝处展现沙眼。说白了的沙眼:就是焊接全过程中在焊接表面也许焊接里面,
展现未被彻底熔透的顆粒也许汽泡,及其在焊接表面展现的小石子样子的坑点。
精密无缝管焊接出现沙眼的原因
分析展现沙眼的原因有以下几个方面:
1、精密无缝管焊接全过程中提供焊机的电流量过小,电容器時刻过短,电容器还未彻底焊接
深入的时候焊接表面已经硬底化,因此 里面出現了未被熔透的小石子也许汽泡。
2、热轧带钢进到长刀型调形倾斜度时候沒有连接好,热轧带钢连接沒有紧闭,连接热轧带钢
中间展现了太大的空闲地。
3、连接焊接精密无缝管的时候,沒有立即梳理精密无缝管的两侧上铁锈也许氧化皮。
4、生产机器设备沒有立即检修梳理。工作台子上的浮尘也许污迹,误落入连接精密无缝管的
焊接间隙处。随后影响到焊接点的溫度和干湿度。
因此 要想非常好的处理此难题,就需要依据精密无缝管之上的几个方面缘故开展非常好的防止
,才可以从源头上对精密无缝管在焊接中防止沙眼的出現。
大金钢管制造有限公司

与普通的管道材料不同,精密管的焊接工艺是获得了认可的,在打破传统焊接工艺的同时,获得了更大的发展和进步,从焊接技术的方面来看,精密钢管的焊接技术是非常先进的,因为大多数的精密钢管含碳量不高,同时还含有其他的很多金属元素,正是因为如此,精密钢管在焊接工艺才会自成一派,不但会对管道的内部进行必要的保护,还需要将焊接工艺的技术提升,因此采用的是氩弧焊的方式。
这种焊接方式的应用,不但能大大减弱后续操作的各种麻烦,同时,对于电焊工的操作水平有一定的要求,在焊接过程中,要保证稳定的参数,同时也要懂得进行灵活的调节,对于焊工素质的要求是很高的,焊接工艺的式发展,让精密钢管在整个市场中更加独树一帜,获得了更好的发展。
与普通的管道材料比较而言,精密钢管的造价相对而言比较高,即使如此,也不会影响这种管道材料的市场占有率,精密钢管在多个领域中都有广泛的使用,真是因为如此,这种管道材料的价值才会得到提升,从更为长远的方面来进行考虑,为了的精密钢管将会成为大势所趋,在更为广泛的领域中得到应用
大金钢管制造有限公司

总结 您是想要在湖南省株洲市采购高质量的注重16Mn精密钢管质量的生产厂家产品吗?湖南省株洲市大金钢管制造有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的注重16Mn精密钢管质量的生产厂家产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:王经理-15806808820,QQ:1365789918,地址:《经济开发区工业园》。